

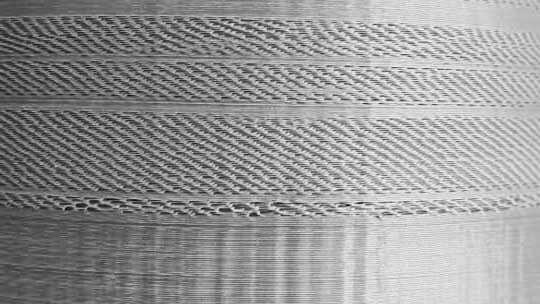
Under-extrusion adalah kondisi dimana filament yg di salurkan ke nozzle, lebih sedikit dari jumlah yg dibutuhkan. Akibatnya hasil cetakan tampak renggang. Ada celah diantara layer atau serat2 cetakan. Under-extrusion bisa terjadi merata di seluruh cetakan atau hanya terjadi di sebagian cetakan.
Ada beberapa hal yg menyebabkan terjadinya under extrusion. Jika under-extrusion terjadi merata di seluruh cetakan maka kemungkinan besar firmware anda tidak memberikan perintah yg tepat kepada extruder. Jika under-extrusion terjadi di sebagian cetakan maka pasti itu akibat extrusi tidak lancar. Kita akan bahas kemungkinan penyebab-nya.
Salah menghitung panjang filament yg seharusnya di extrude
Berapakah panjang Filament yg seharusnya di cetak ?
Kita akan coba bahas secara matematis, bagi pembaca yg tidak tertarik dengan perhitungan matematis, silahkan skip bagian ini.
-
-
- Menghitung Volume Filament yg dibutuhkan.
Misal kita ingin mencetak sebuah garis sepanjang 100mm, dengan Nozzle 0.4mm, Ketinggian Layer 0.2mm, maka dibutuhkan Filament dengan volume = 100 x 0.4 x 0.2 mm3 yaitu sebesar 8mm3. - Menghitung Panjang Filament yg dibutuhkan.
Jika kita menggunakan filament dengan diameter 1.75mm maka dibutuhkan filament sepanjang 8mm³ / luas penampang filament. Yaitu sebesar 8mm³ / (Π x 0.875²) = 8/2.405mm = 3.33mm. - Menghitung Step per MM extruder.
Jika extruder gear kita mempunyai diameter luar 11mm, stepper kita menggunakan motor dengan sudut per step 1.8° (200 step per putaran) dan driver stepper motor menggunakan 16 microstep maka Step per mm extruder kita adalah (Microstep dalam satu putaran) / (Keliling gear) = (200 x 16) / ((Π x 11 ) = 92.6 step / mm - Menghitung Step yg dibutuhkan.
Untuk mengextrude filament sepanjang 3.33mm maka dibutuhkan 92.6 step/mm x 3.33 mm = 308 step.
- Menghitung Volume Filament yg dibutuhkan.
-
Melihat contoh perhitungan di atas. Jika ternyata printer tidak memberikan perintah yg tepat (tidak 308 step) maka kemungkinannya adalah :
-
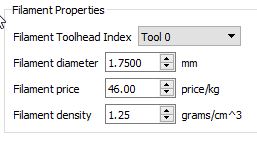
- Diameter filament di slicer tidak tepat.
Karena diameter tidak tepat maka slicer tidak menghitung panjang filament yg dibutuhkan dengan tepat.
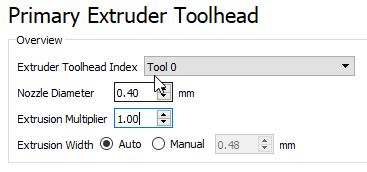
- Extrusion Multiplier di slicer.
Lebih baik menggunkana Extrusion Multiplier = 1
- Nilai Step per mm Extruder di firmware tidak sesuai dengan Gear / motor / stepper driver yg digunakan. Jika ini terjadi maka ubahlah nilai Step per mm di firmware atau ganti dengan diameter Gear yg sesuai. Jika anda mengganti motor stepper, pastikan motor stepper anda sesuai nilai step per putarannya. Demikian pula dengan setting microstep driver. Kadang kala pemakai printer3D tidak memahami bahwa mengubah diameter driver / microstep akan mengubah volume filament yg di extrude.
- Flowrate filament
Cara terakhir adalah mengubah nilai flowrate dari layar LCD printer anda. Disini kita bisa mengatur jumlah filament yg diextruder sejumlah sekian persen dari yg diperintahkan.
- Diameter filament di slicer tidak tepat.
Extrusi Filament Tidak lancar karena Selip (filament tergerus)
Selip adalah kondisi dimana roda gigi (Extruder gear) tidak bisa mendorong filament karena terjadi selip. Biasanya sisi filament yg menyentuh gear akan tergerus. 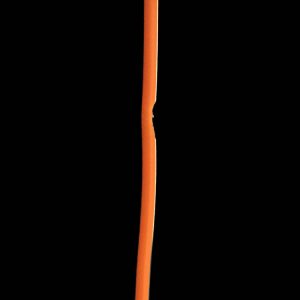 Kondisi ini bisa disebabkan oleh :
Kondisi ini bisa disebabkan oleh :
-
- Roda gigi sudah tidak tajam sehingga tidak bisa mencengkram filamen.
- Roda gigi kotor sehingga permukaan roda gigi menjadi halus.
- Tekanan ke per tidak sesuai. (Terlalu keras atau terlalu lunak)
Tekanan ke filamen yg terlalu lunak tidak akan mampu mencengkram filament. Sedangkan tekanan per yg terlalu keras akan merusak filamen dan akhirnya karena filament gepeng maka dia akan tergerus. Perlu diingat bahwa jika filamen menjadi lembab maka filamen akan bertambah keras sehingga butuh tekanan per yg lebih keras. Ini menyebabkan kenapa filament yg sudah lama dibuka bisa beda hasilnya dengan filament yg baru dibuka.
Extrusi tidak lancar karena gear kendor
 Extrusion Gear dikencangkan menggunakan Baut kecil yg disebut set screw atau jack screw. Ada kalanya baut ini kendor sehingga meskipun motor berputar, tetapi gearnya tidak berputar atau berputar tetapi tidak bisa retract karena ada backlash.
Extrusion Gear dikencangkan menggunakan Baut kecil yg disebut set screw atau jack screw. Ada kalanya baut ini kendor sehingga meskipun motor berputar, tetapi gearnya tidak berputar atau berputar tetapi tidak bisa retract karena ada backlash.
Supaya screw ini tidak mudah kendor pastikan salah satu jack screw menekan bagian as motor yang datar persis di tengah. Di posisi ini jack screw bisa masuk paling dalam.
Extrusi tidak lancar karena motor tidak kuat (skip step)
Ini adalah kondisi dimana extruder mampu menggigit filament tetapi motor tidak kuat mendorong filamen. Kondisi ini ditandai dengan extruder gear yg mencoba berputar tapi kemudian balik ke posisi awal dan mengeluarkan bunyi
“Tek Tek” yg agak keras. Kondisi ini terjadi karena:
-
-
- Arus dari driver kurang sehingga torsi motor menjadi kurang. Petunjuk pengaturan arus bisa di baca di http://rajawali3d.com/67/mengatur-arus-stepper-motor/
- Ada hambatan sehingga perjalanan filament tidak lancar. Diantaranya
- Rol Filament nyangkut sehingga rol filament tidak bisa berputar
- Filament di rol ruwet
- Pipa PTFE sudah tidak bulat (menjadi oval) sehingga filament tergencet.
- Pipa PTFE tertekuk (membuat tikungan tajam)
- Throat rusak, mungkin karena PTFE di dalam throat terbakar.
- Hot End bocor sehingga sebagian filament keluar tidak melalui nozzle.
- Lubang Nozzle gepeng karena benturan
- Lubang Nozzle tertutup kotoran.
-
Penyebab mengapa Nozzle bisa tertutup kotoran adalah :
-
- Filamen diletakan terbuka sehingga kotor oleh debu. Debu ini kemudian masuk kedalam nozzle bersama dengan filament.
- Ada sisa filament dengan jenis lain. Misal kita mengganti filament PLA dengan ABS. Maka sisa filament PLA yg ada di dalam nozzle akan kena panas yg berlebihan sehingga menimbulkan kerak. Sebaliknya jika kita berpindah dari ABS ke PLA maka sisa ABS yg ada di dalam nozzle tidak cukup cair dengan suhu leleh PLA sehingga menghambat aliran PLA.
- Filament yg digunakan bermutu rendah dan menggunakan campuran bahan recycle untuk menghemat biaya produksi. Sebaiknya gunakan filament dengan merek yg bagus seperti filament R3Dmaker.